















怎樣區(qū)分柔性預埋套管焊接的好壞--中泰管道
怎樣區(qū)分柔性預埋套管焊接的好壞
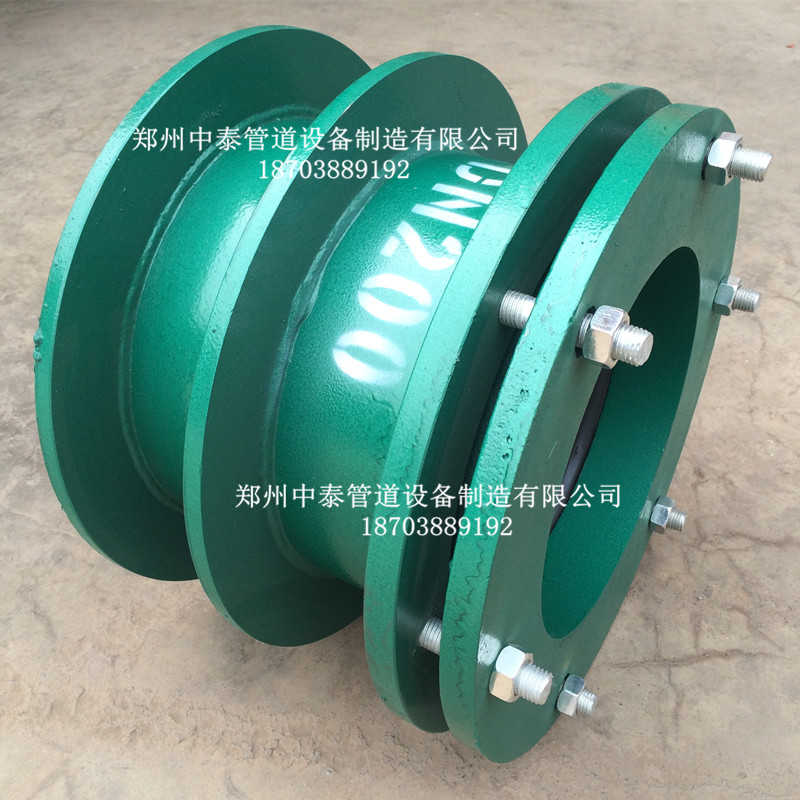
首先要看防水套管的外觀和焊縫,焊縫是決議柔性預埋套管使用時間的重要因素,焊接技能好,柔性預埋套管使用時間就長一些。定位焊點均勻分布,正式起焊點應在兩定位焊之間,背部在進行一層補焊。
焊接時定位焊縫方位應據(jù)焊縫頂部30mm以上,其長度應在50mm以上,定位焊縫距離為100mm~400mm,厚度不宜大于正式焊縫厚度的二分之一,厚不宜大于8mm,定位焊縫應在后焊一側的坡口內。卡具等暫時構件與母材的銜接焊縫應脫離正式焊縫30mm以上。
卡具等構件焊接時,引弧和熄弧點均應在卡具等構件上。施焊時同一條焊縫的多名焊工應盡量堅持速度共同。柔性預埋套管管道的現(xiàn)場接口均須選用多層焊接辦法,正面焊縫(管外壁)和反面焊縫(管內壁)。
管道接口的焊接應一次接連完結,若被逼中止時,應采納避免裂縫的辦法(如緩冷保溫等)不得在混凝土澆注后在焊內縫。道焊接工作結束時應將管道內壁的焊疤熔渣等清理干凈。

- 上一篇:臨汾防水套管在地板輻射采暖中的施工效果--中泰管道 2019/9/26
- 下一篇:A型、B型、C型剛性和柔性預埋套管的區(qū)別--中泰管道 2019/9/24