















浙江柔性防水套管的焊接,關鍵是做好這九個點--中泰管道
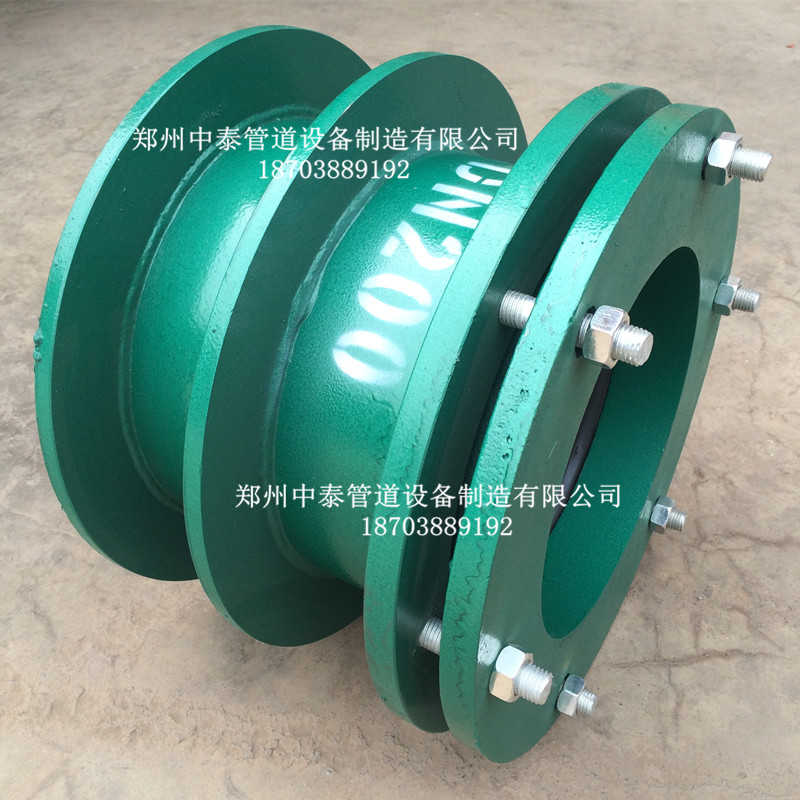
現在很多客戶購買防水套管的時候都會精挑細選,有的會讓發一個樣品過去,有的直接到廠里來參觀,那么防水套管的好壞從哪里看更直觀呢?今天教大家一點,就是從焊縫來看,只要關注好這九個點,一定沒問題。
一、定位焊點均勻分布,正式起焊點應在兩定位焊之間,背部在進行一層補焊。
二、焊接時定位焊縫位置應據焊縫頂部30mm以上,其長度應在50mm以上,定位焊縫間距為100mm~400mm,厚度不宜大于正式焊縫厚度的二分之一,*厚不宜大于8mm,定位焊縫應在后焊一側的坡口內。
三、卡具等臨時構件與母材的連接焊縫應離開正式焊縫30mm以上。
四、卡具等構件焊接時,引弧和熄弧點均應在卡具等構件上。
五、施焊時同一條焊縫的多名焊工應盡量保持速度一致。
六、柔性防水套管管道的現場接口均須采用多層焊接方法,正面焊縫(管外壁)和背面焊縫(管內壁)。
七、柔性防水套管管道接口的焊接應一次連續完成,若被迫中斷時,應采取防止裂縫的措施(如緩冷保溫等)不得在混凝土澆注后在焊內縫。
八、管道焊接工作結束時應將管道內壁的焊疤熔渣等清理干凈,局部凹坑深度不應超過板厚的10%,且不大于2mm,否則應與補焊。
九、所有焊縫均應進行外觀檢查,質量標準應符合規定。
購買柔性防水套管時,看焊縫時關注好以上九個點,質量上基本是沒有什么大問題,鄭州中泰管道柔性防水套管廠家有著多年的生產經驗,歡迎撥打18703889192來咨詢訂購。

- 上一篇:安裝柔性防水套管的必要性--中泰管道 2019/10/5
- 下一篇:山東穿墻管道預留孔為什么必須使用防水套管--中泰管道 2019/10/3